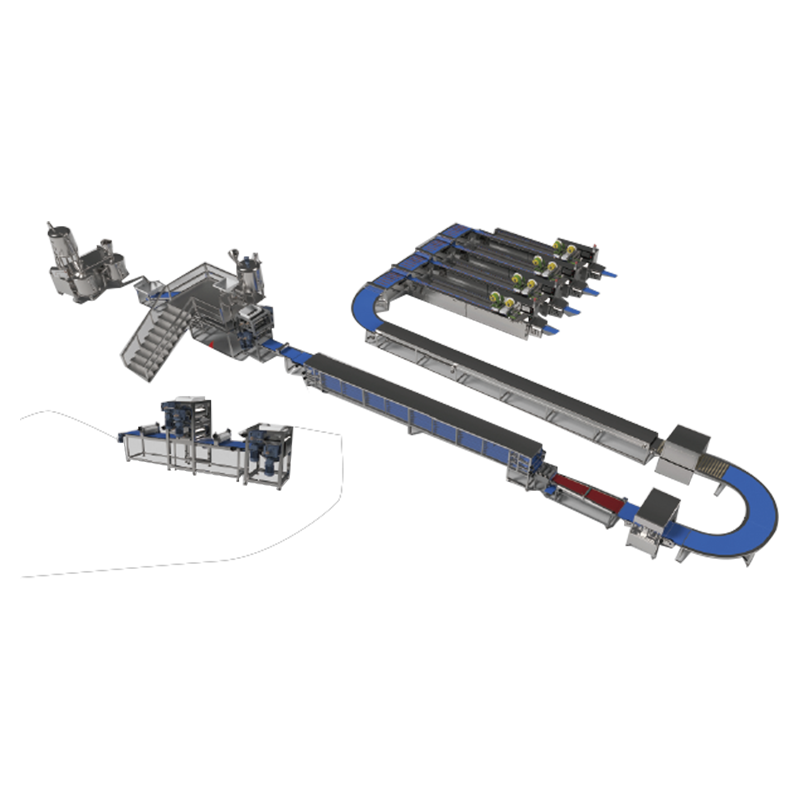
bir Snicker çikolata işleme hattı uygun ölçekte katmanlı çikolata şekerleme barları üretmek için tasarlanmış entegre bir gıda üretim ekipmanı setidir. Temel sonuç basittir: eksiksiz ve iyi yapılandırılmış bir Snicker üretim hattı saatte 150–600 kg çıktı elde edebilir ekipman sınıfına, otomasyon seviyesine ve ürün özelliklerine bağlı olarak. Bu, onu yüksek hacimli çikolata üretimi için en verimli formatlardan biri haline getiriyor.
Hat tipik olarak nuga pişirme ve karamel hazırlamadan fıstık katmanlamaya, çikolata kaplamaya, soğutmaya, kesmeye ve son paketlemeye kadar her aşamayı sürekli otomatik bir akış içinde gerçekleştirir. Her modülün nasıl çalıştığını anlamak, üreticilerin verimi optimize etmesine, israfı azaltmasına ve tutarlı ürün kalitesini korumasına yardımcı olur.
bir standard Snicker üretim hattı İşlem aşamalarının mantıksal bir sırasını takip eder. Her aşama, son çubuğun yapısal bütünlüğüne ve duyusal kalitesine katkıda bulunur.
Snicker tarzı bir çubuğun taban katmanı, gazlı şeker şurubu, glikoz, yumurta akı ve yağın sürekli veya toplu bir karıştırıcıda karıştırılmasıyla üretilen nugadır. Nuga daha sonra bir konveyör bandına veya bir levha oluşturucuya bırakılır ve burada bir tekdüze kalınlık tipik olarak 10–20 mm arasındadır . Bu aşamada tutarlı doku, sonraki kesme doğruluğu için kritik öneme sahiptir.
Karamel, şeker, glikoz şurubu, krema veya yağ ve emülgatörlerin kontrollü ısı altında bir araya getirildiği sürekli bir karamel pişiricisinde hazırlanır. Pişmiş karamel hala esnekken nuga tabakasının üzerine bırakılır. Biriktirme sırasında karamel sıcaklığı tipik olarak 60-75°C arasında tutulur Aşağıdaki nugayı deforme etmeden uygun yapışmayı sağlamak için.
Tam veya yarı kavrulmuş fıstıklar, titreşimli besleyici veya rulo aplikatör kullanılarak karamel yüzeyine eşit şekilde dağıtılır. Nazik bir presleme silindiri, fıstıkların karamel tabakasına gömülmesini sağlar. Fıstık kaplama tekdüzeliği görsel tutarlılığı ve ağırlık doğruluğunu doğrudan etkiler bitmiş barda.
Nuga, karamel ve yer fıstığından oluşan birleştirilmiş levha, sıcaklıkların 100°C'ye düşürüldüğü bir soğutma tünelinden geçer. 18°C'nin altında . Bu, kesmeden önce yapıyı sağlamlaştırır. Daha sonra döner veya tel kesici, levhayı minimum ürün kaybıyla çubuk boyutunda ayrı ayrı parçalara böler.
Bireysel çubuklar, temperlenmiş çikolatanın (tipik olarak 29–32°C koyu veya sütlü çeşitleri için) tüm yüzeyleri eşit şekilde kaplar. Bir hava üfleyici, fazla çikolatayı alttan uzaklaştırır ve bir titreşim tablası, çubuklar son soğutma tüneline girmeden önce yüzey kaplamasını pürüzsüzleştirir.
birfter enrobing, bars travel through a refrigerated tunnel at 8–14°C Çikolata kabuğunu ayarlamak için birkaç dakika. Tamamen ayarlanan çubuklar daha sonra otomatik akışlı paketleme veya yastık paketleme makinelerine aktarılarak üretim döngüsü tamamlanır.
Her işleme aşaması özel ekipman gerektirir. Aşağıda birincil makine bileşenlerine ve bunların işlevsel rollerine genel bir bakış yer almaktadır:
| Ekipman | İşlev | Anahtar Parametre |
|---|---|---|
| Nuga Karıştırıcı ve Kalıpçı | birerates and shapes the nougat base layer | Çıkış: 100–500 kg/saat |
| Karamel Ocak | Kontrollü sıcaklıkta karamel pişirir ve biriktirir | Sıcaklık: 60–75°C |
| Fıstık Besleyici / Aplikatör | Fıstıkları karamelin üzerine eşit şekilde dağıtır | Kapsama bütünlüğü ±%3 |
| Döşeme Soğutma Tüneli | Kesim için katmanlı levhayı sağlamlaştırır | Tünel sıcaklığı: 10–18°C |
| Döner / Tel Kesici | Levhayı ayrı çubuklara keser | Kesme hızı: 120 kesim/dakikaya kadar |
| Çikolata Kaplama | Temperlenmiş çikolatadan yapılmış Coats çubukları | Çikolata sıcaklığı: 29–32°C |
| Son Soğutma Tüneli | Çikolata kabuğunu ayarlar | Tünel sıcaklığı: 8–14°C |
| Akış Paketleme / Paketleme Makinası | Bitmiş çubukları ayrı ayrı sarar | Hız: 600 bar/dak'ya kadar |
Modern Snicker çikolata işleme hatları, her biri farklı üretim ölçeklerine ve yatırım düzeylerine uygun üç genel otomasyon kademesinde mevcuttur:
Günde 500.000-1.000.000 bar hedefleyen orta ölçekli bir üretici için, 400 kg/saat hızla çalışan ve ortalama 50 gram çubuk ağırlığına sahip tam otomatik bir hat yaklaşık olarak üretim gerçekleştirecektir. Saatte 8.000 bar veya 24 saatlik vardiya başına 192.000 bar .
Tutarlı çubuk kalitesini korumak, Snicker üretim hattındaki çeşitli kontrol noktalarında aktif kontrol gerektirir:
Çikolata işleme hattında gıdaya uygun tasarım tartışılamaz. Temel tasarım ilkeleri şunları içerir:
İyi yapılandırılmış hatlarda bile tekrarlanan sorunlarla karşılaşılır. Aşağıda en sık karşılaşılan zorluklar ve pratik çözümler yer almaktadır:
| Mücadele | Sebep | Çözüm |
|---|---|---|
| Karamel kesicilere yapışıyor | Karamel kesme aşamasında çok sıcak | Döşeme soğutma tüneli sıcaklığını 2–3°C düşürün |
| Düzensiz çikolata kaplama | Çikolata temper aralığının dışında | Temperleme ünitesini yeniden kalibre edin; yağ çoğalması tetikleyicilerini kontrol edin |
| Çubuk ağırlığı değişimi >±3g | Nuga veya karamel katman kalınlığı tutarsızlığı | Depozitör nozullarını inceleyin; eski silindirleri yeniden kalibre edin |
| Barlardaki fıstık boşlukları | Besleyici titreşimi çok yüksek veya düşük | birdjust vibratory feeder frequency; clean hopper sensors |
| Ambalaj yanlış hizalaması | Kesimden sonra çubuk uzunluğu değişimi | Kesici hızını konveyör bandı hızıyla senkronize edin |
Soğutma tünelleri ve pişirme kazanları, bir Snicker üretim hattındaki en yüksek enerji tüketicileridir. Toplam hat enerji tüketiminin %55-70'i . Enerji maliyetlerini azaltmaya yönelik pratik önlemler şunları içerir:
bir well-optimized fully automated line can produce one kilogram of finished bar using yaklaşık 0,3–0,6 kWh İklim koşullarına ve tesis düzenine bağlı olarak.
bir full line including nougat forming, caramel, peanut application, enrobing, and packaging typically requires 40–80 metre uzunluk otomasyon seviyesine ve soğutma tüneli tasarımına bağlı olarak 4–8 metre genişliktedir.
Evet. Ayarlanabilir depozitörler, modüler kalıplar ve yeniden yapılandırılabilir kesicilerle çoğu modern seri, formatlar arasında geçiş yapabilir. Değiştirme süresi genellikle 20–45 dakika .
Sütlü çikolata en yaygın olarak kullanılır ve kakao içeriği %25–35 . Kaplama makinesi, ürün spesifikasyonuna bağlı olarak hem önceden temperlenmiş bileşik çikolatayı hem de gerçek çikolatayı işler.
bir fully automated line at 400 kg/h typically requires 3-6 operatör vardiya başına kalite kontrollerini, ambalaj yenilemeyi ve küçük ayarlamaları kapsar.
Uygun çikolata kaplama ve akışlı ambalajlamayla, bitmiş çubukların raf ömrü genellikle 9–12 ay 20°C'nin altındaki ortam sıcaklıklarında.
Nougat standart tabandır, ancak seri kurabiye, gofret veya tahıl bazlı katmanları kullanacak şekilde uyarlanabilir, bu da onu birden fazla çubuk formatı için çok yönlü bir platform haline getirir.

 Çikolata Üretim Hattı Makine Ekipman Fabrikası
Çikolata Üretim Hattı Makine Ekipman Fabrikası

 中文简体
中文简体 English
English