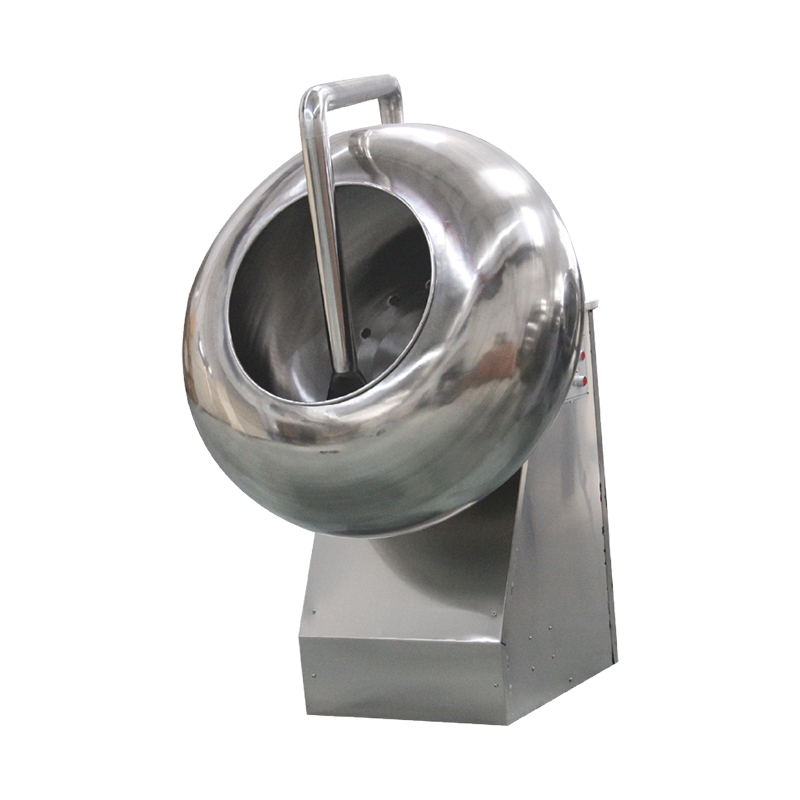
A Çikolata ve Şeker Cila Makinası Balmumu, şurup veya gomalak solüsyonlarını püskürtürken ürünleri dönen bir tambur içinde yuvarlayarak çikolata kaplı şekerler, kuruyemişler, fasulyeler ve benzeri şekerlemelere düzgün bir parlak kaplama uygular. Sonuç, görünümü iyileştiren, raf ömrünü uzatan ve yapışmayı önleyen pürüzsüz, parlak bir yüzeydir. Bu ekipmanın doğru şekilde nasıl çalıştırılacağını anlamak, kaplama kalitesini ve üretim verimliliğini doğrudan belirler.
Herhangi bir cilalama işlemine başlamadan önce makinenin ana parçalarına aşina olun:
Herhangi bir ürünü yüklemeden önce çalıştırma öncesi kontrolü tamamlayın:
Parametre ayarları ürün tipine göre değişir. Aşağıdaki tabloyu genel bir referans olarak kullanın:
| Ürün Tipi | Tambur Hızı (RPM) | Hava Sıcaklığı (°C) | Püskürtme Aralığı (sn) |
|---|---|---|---|
| Çikolata kaplı fındık | 10–14 | 18–22 | 30–60 |
| Sert şeker kabukları | 15–20 | 20–25 | 20–40 |
| Şekerli çikolatalar | 8–12 | 16–20 | 45–90 |
| Sakızlı / yumuşak şeker | 6–10 | 22–28 | 60–120 |
Daha düşük tambur hızları hassas ürünlerde kırılmayı azaltır ; daha yüksek hızlar, daha sert kabuklar için daha hızlı, daha eşit kaplama dağılımını destekler.
Tamburu doldurun çalışma hacminin %60-70'inden fazla olmamalıdır . Aşırı doldurma, yuvarlanma hareketini kısıtlar ve eşit olmayan parlaklık veya ürün hasarına neden olur. 100 kg kapasiteli bir varil için tipik bir parti yükü şu şekildedir: 60–70 kg .
Önce tamburun dönüşünü başlatın, ardından püskürtme sistemini etkinleştirin. Parlatma maddesini tek bir ağır uygulama yerine birden fazla ince katman halinde uygulayın:
Son püskürtme katmanından sonra aktif hava akışıyla tamburu döndürmeye devam edin. 5–15 dakika Kaplamayı tamamen ayarlamak için. Yetersiz kuruma süresi, paketleme sırasında yüzeyin yapışkanlığına veya ürünün birbirine yapışmasına neden olur. Bu aşamada ürün yüzey sıcaklığı 30°C'yi geçmemelidir. Çikolata tabanını korumak için.
Tamburu boşaltma konumuna eğin ve bitmiş ürünü toplayın. Partiyi bir sonraki üretim aşamasına geçirmeden önce numuneyi parlaklık homojenliği, yüzey düzgünlüğü ve çatlak veya donuk noktaların olup olmadığı açısından inceleyin.
Parlatma maddesi kaplanan ürünün son görünümünü ve fonksiyonel özelliklerini doğrudan belirler. En yaygın üç seçenek şunlardır:
Seçilen cilalama maddesinin gıdayla temas için onaylı olduğunu ve ürününüzün mevcut kaplama içerikleriyle uyumlu olduğunu daima doğrulayın.
Bu yaygın hatalar meydana geldiğinde deneyimli operatörler bile kalite sorunlarıyla karşılaşıyor:
Tutarlı bakım, ekipmanın ömrünü korur ve tekrarlanabilir ürün kalitesi sağlar. Bu programı takip edin:
| Frekans | Bakım Görevi |
|---|---|
| Her partiden sonra | Püskürtme memelerini temizleyin; tamburun iç yüzeylerini silin |
| Günlük | Hava filtrelerini inceleyin; olağandışı gürültü veya titreşim açısından tambur dönüşünü kontrol edin |
| Haftalık | Tambur yataklarını ve tahrik zincirini yağlayın; kayış gerginliğini kontrol edin |
| Aylık | Tamburu ve püskürtme sistemini derinlemesine temizleyin; elektrik bağlantılarını ve contaları inceleyin |
| Her 6 ayda bir | Tam mekanik inceleme; aşınmış kayışları, contaları veya nozül bileşenlerini gerektiği gibi değiştirin |
Önlenebilir ekipman arıza sürelerinin çoğunluğunun nedeni uygun yağlama ve nozül temizliğidir şekerleme parlatma operasyonlarında.
Tutarlı, yüksek kaliteli sonuçların elde edilmesi, birbiriyle etkileşim halindeki birçok değişkenin aynı anda kontrol edilmesine bağlıdır:
Standart bir parlatma döngüsü sürer 20–45 dakika uygulanan kaplama katmanlarının sayısına, spreyler arasındaki kuruma süresine ve kullanılan cilalama maddesinin türüne bağlı olarak.
Evet. Çikolata parlatma ekipmanlarının çoğu, çoklu ürün kullanımı için tasarlanmıştır. Tambur hızını, hava sıcaklığını ve püskürtme aralıklarını işlenen spesifik ürüne göre ayarlayın ve farklı ürün tipleri arasında tamburu iyice temizleyin.
Yaygın nedenler arasında tek geçişte aşırı püskürtme, katmanlar arasında yetersiz kuruma süresi, yanlış hava sıcaklığı, püskürtme memelerinin tıkanması veya üretim alanındaki yüksek ortam nemi yer alır.
Bir sonraki uygulamadan önce her sprey katmanının ince olduğundan ve yeterince kuru olduğundan emin olun. Doğru tambur hızının korunması, ürünleri sürekli hareket halinde tutar ve yapışmanın oluşmasına yetecek kadar uzun temas süresini önler.
Uygun günlük temizlik ile püskürtme nozulları genellikle uzun ömürlü olur 6-12 ay Performans gözle görülür şekilde düşmeden önce. Temizlemeye rağmen püskürtme deseni dengesizleşirse veya akış hızı düşerse püskürtme uçlarını derhal değiştirin.
Çoğu mum emülsiyonu için oda sıcaklığında uygulama yeterlidir. Bununla birlikte, soğuk üretim ortamlarında (15°C'nin altında), cilalama maddesinin hafifçe ısıtılması 20–25°C sprey atomizasyonunu ve yüzeye yapışmayı iyileştirir.

 Çikolata Üretim Hattı Makine Ekipman Fabrikası
Çikolata Üretim Hattı Makine Ekipman Fabrikası

 中文简体
中文简体 English
English